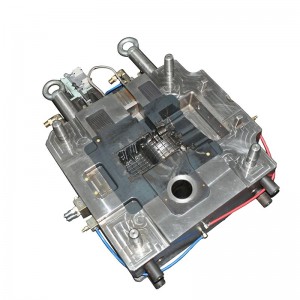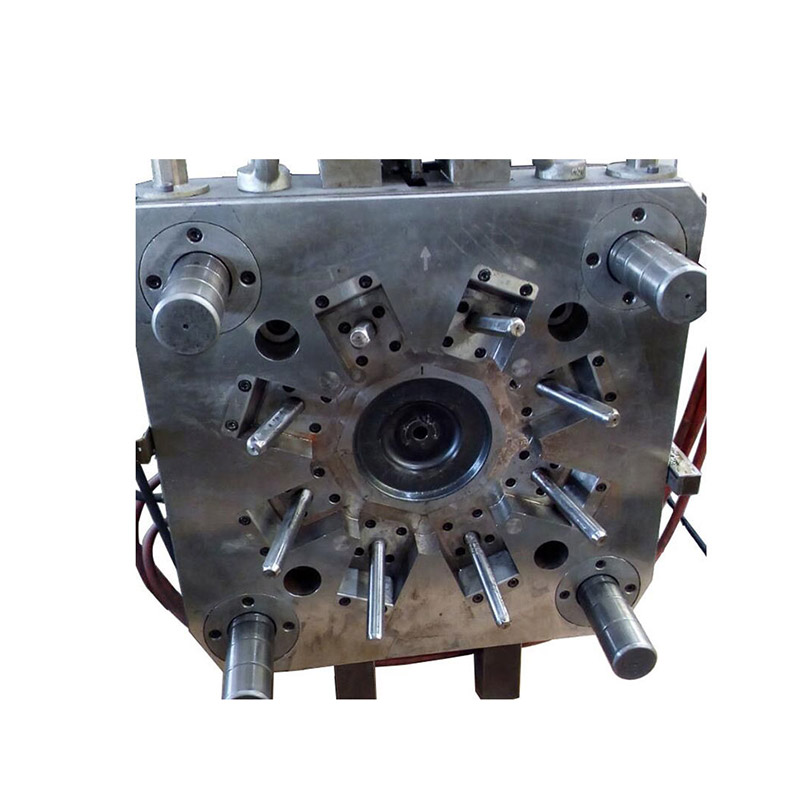
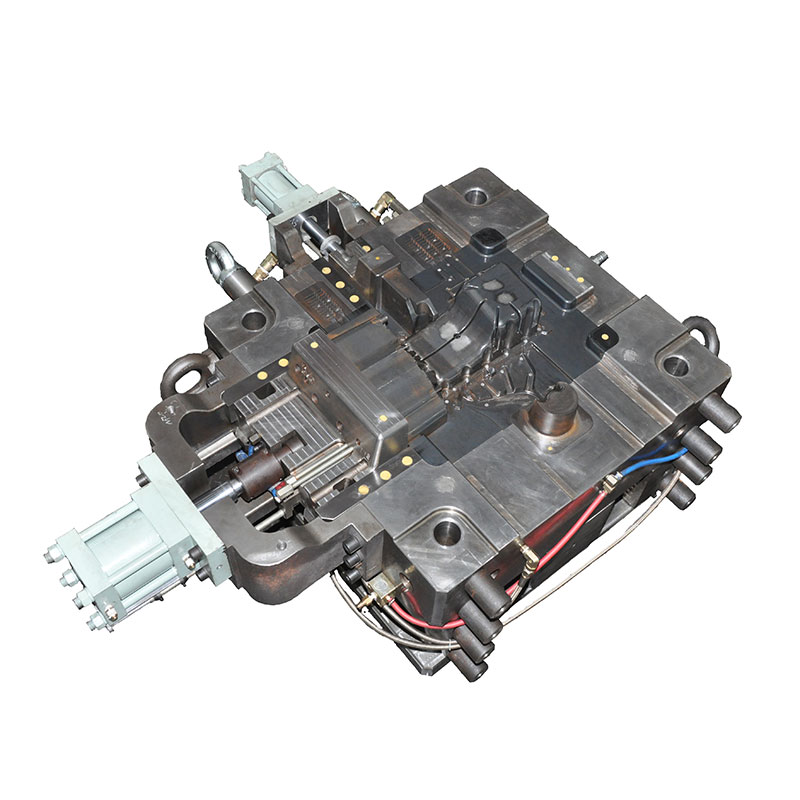

Tilpasset høytrykksstøpestøpeform av aluminium, støpestøpeform for bildeler/ledlys/elektroverktøy/telekomdel
Grunnleggende informasjon
| Produktnavn | Høytrykksstøpeform |
| Formmateriale | PH13,H13, DVA, DIEVAR, 8407, 8418, W400 osv. |
| Støpelegering | Aluminium |
| Hulrom Antall | Enkelt hulrom, flere hulrom eller kombinert hulrom |
| Tonnasje | 200T-2000T |
| Behandling | Varmebehandling, nitrering, polering etc. |
| Muggliv | 30 000 skudd, 50 000 skudd, 80 000 skudd avhenger av produkter |
| applikasjoner | 1. bildeler; |
| 2. Lys og lamper deler; | |
| 3. Elektriske apparater deler; | |
| 4. Telekom deler; | |
| 5. Industriell maskinvare og maskinreservedel; | |
| 6. Husholdningsapparat deler; | |
| 7. Møbeldeler; | |
| Ledetid | 35-60 dager |
| Spesiell forespørsel | I henhold til kundens forespørsel |
Vi er aluminiumsstøpestøpefabrikk, hvor du kan få høytrykksstøpeverktøy som garanterer maksimal fortjeneste.Vi kommuniserer vanligvis med kunder om detaljene i trykkstøpeformer, og tar deretter prøver til kunden er fornøyd med trykkstøpeformer.
Vi kan tilpasse, men ikke begrenset til disse:
Formstøp av aluminium for autodeler
Formstøping av aluminium for telekomhus
Aluminum støping elektroverktøy mold
Elverktøy i formstøping av aluminium som huser formen
Automatisk girkassehusform i formstøping av aluminium
Formstøping av automatisk vannpumpehus i aluminium
Lyshusform i pressstøping av aluminium
Inkludert andre høytrykksstøpeverktøy i aluminium.
FENDA-fremstillingsprosesser for pressstøping av aluminium
Hovedtrinnene i produksjonsprosessene for støpeform av aluminiumslegering er: CNC-freseprosess, varmebehandling, EDM-prosess, WEDM-prosess, polering og montering
CNC freseprosess
Det første trinnet med å lage støpeform av aluminium: bruk høyhastighets maskineringssentre for å frese formhulen, og etterlater en maskineringsgodtgjørelse på omtrent en millimeter for formen på produktet.Det er for viss deformasjon etter varmebehandling.
Etter den første fresingen vil formhulen bli sendt til varmebehandling.
Når hulrommene kommer tilbake etter varmebehandling, vil sekundær maskinering utføres.Vi kaller denne prosessen finbearbeiding.Denne gangen er alle størrelser i henhold til formdesigntegningen
EDM-prosess
Etter to ganger med bearbeiding er det fortsatt noen områder som er vanskelige å kutte ved høyhastighetsskjæring, så vil de bli fullført av EDM.
Det er mange dype riller og smale slisser og komplekse hulrom på formoverflaten, som er vanskelig å behandle med fresemaskiner.Dette krever EDM elektrisk utladningsmaskinering.
I tillegg er EDM også ofte brukt for enkelte deler som krever spesielt høy bearbeidingsnøyaktighet og overflateruhet.
WEDM-prosess
Arbeidsprinsippet for WEDM (wire cutting) er å bruke en kontinuerlig bevegelig tynn metalltråd (kalt en elektrodetråd) som en elektrode for å utføre pulsgnistutladning på arbeidsstykket for å fjerne metallet og kutte det i form.
Utkasterhullene i formen, samt noen skarpvinklede, spesialformede hull som ikke kan bearbeides, og tilbehør kompletteres med trådkapping.
Etter denne prosessen vil formhulen bli polert.Og siste prosess, sett sammen aluminiumsstøpeformen og prøv ut.
Fordel ved produksjon av Fenda aluminiumsstøpeform
Når det gjelder utvikling av spesialtilpasset støpestøpeform av høy kvalitet, bidrar flere påvirkninger til prosessens generelle suksess.Fenda tilbyr skreddersydde produksjonstjenester for støpestøpeform av aluminium til dine prosjektspesifikasjoner.Fenda leverer følgende fordeler ved støping:
- Førsteklasses ingeniørfag
- Pressstøpte verktøy designet i huset
- Administrer og overvåke alle aspekter av verktøy
- Utvikle parametere for injeksjonsprosess: portstørrelse, plassering, matehastighet, fylletid, injeksjonstrykk, pressestørrelse
- Skillelinje, løper, overløp, lufting, kjøling
- Minimum og maksimum veggtykkelse
- Valg av formmateriale og hardhet basert på formkraftberegning
- Superior eller Premium Grade PH13 eller Dievar
- Strømningssimulering
- Utkast, radier, fileter
- Etablering av maskinvarelager
- Bruk av både innenlandske og utenlandske verktøyleverandører
Fabrikkprofil
Fenda, en Kina-basert produsent av aluminiumsstøping, tilbyr stolt høykvalitetsprodukter i støpingsindustrien.Fra verktøydesign til produksjon av støpedeler, CNC-maskinering, etterbehandling og pakking, vi tilbyr omfattende og kostnadseffektive løsninger for alle dine pressstøpingsbehov for aluminium.
- 1-Stopps leverandør av presisjonsstøping av aluminium
- 17+ års erfaring og 140 ansatte
- ISO 9001 og IATF 16949 sertifisert
- 7 Die casing maskiner fra 400T til 2000T.
- 80+ høyhastighets/høypresisjonsmaskineringssentre
- 30 sett med høypresisjon rørefriksjonssveising, overflatebehandling og andre presisjons spesialmaskiner
- 1 sett med Zeiss CMM, 1 sett med Eduard CMM, 1 sett med industriell CT, 1 sett med Oxford-Hitachi spektrometer og flere sett med gasstetthetstestere.

Med nøkkelferdige løsninger, et team av eksperter og en forpliktelse til å levere produkter og tjenester av overlegen kvalitet, hjelper vi deg med å spare kostnader og kjøre prosjektene dine jevnere.Kontakt oss for ditt neste prosjekt.